Solid-Liquid Separators
Solid-Liquid Separators
High-Precision Separation Technology for Biogas Plants
Maximise the performance and sustainability of your biogas plant with our advanced separators, pump systems, and microfiltration equipment.
Efficient separation and pumping are crucial for the smooth functioning of any biogas facility.
At SambhUya R Energy, we partner with Paulmichl to offer state-of-the-art slurry separators, pumps, and microfiltration systems built for biogas applications. These systems help you maximize nutrient value, reduce storage and transport costs, and drive operational efficiency.
Our slurry separators effectively split solid and liquid fractions—boosting dry matter (DM) content in solids up to ~32% while delivering a nutrient-rich liquid phase that enhances fertiliser uptake. Whether for large-scale farms, contract operations, or industrial biogas plants, our pump portfolio ensures reliable movement of viscous and dilute substrates alike, while microfiltration ensures clean, usable outputs for discharge or reuse. Paired with durable build quality and optional mobile or stationary deployment, these systems reduce storage volume, lower transport costs, and support a balanced nutrient cycle across your plant operations.
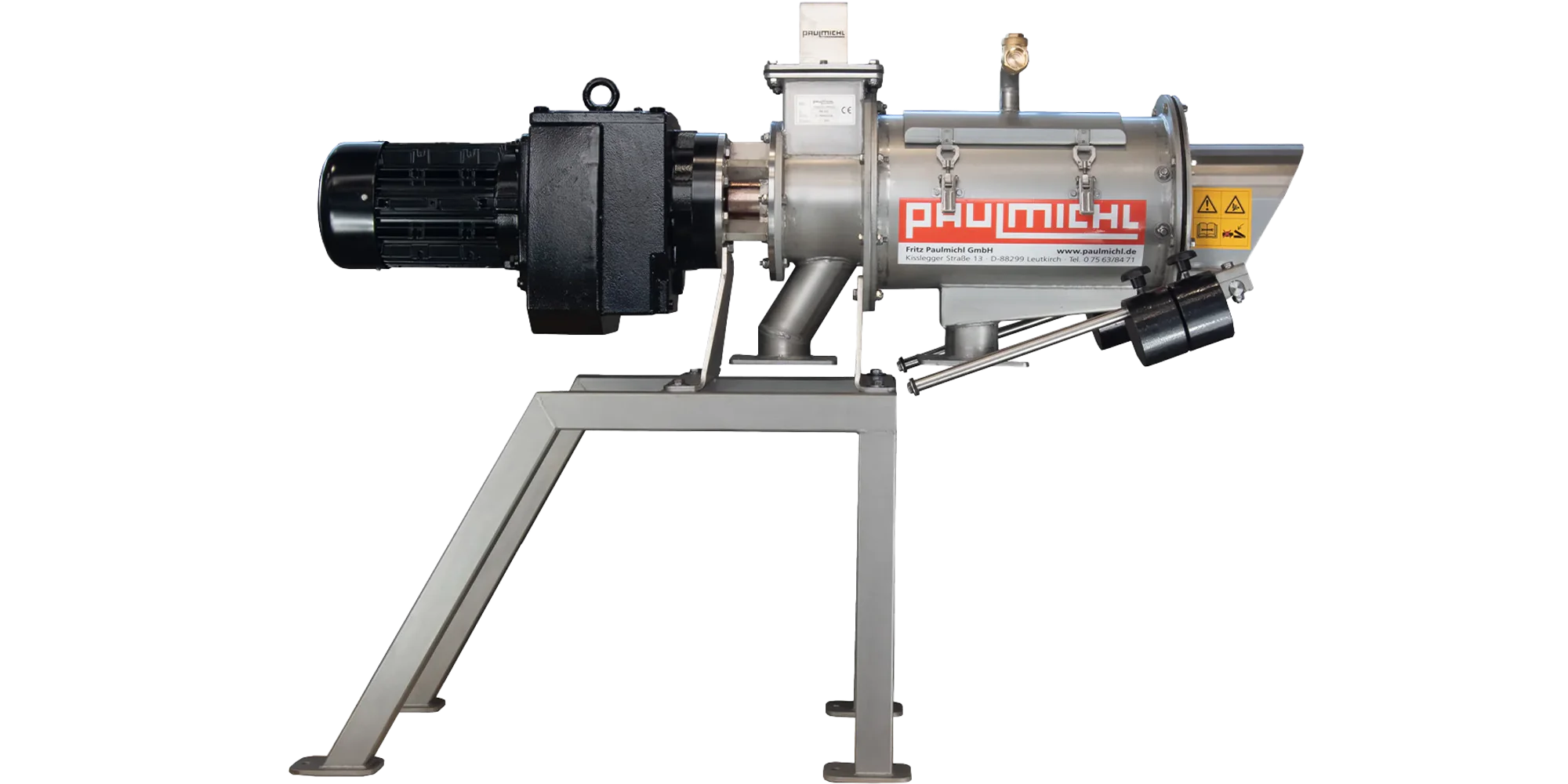
Separator PM200
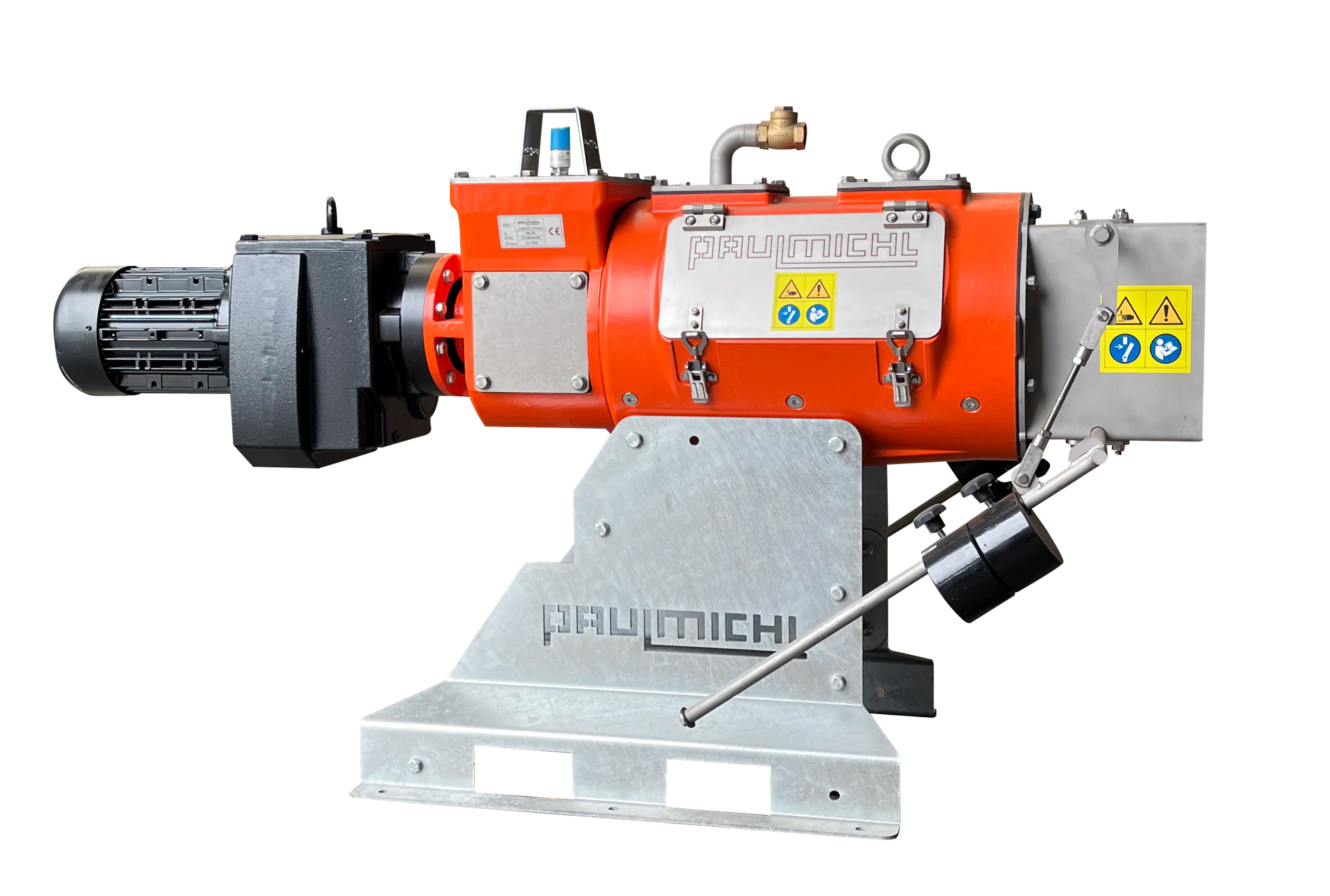
Separator PM260
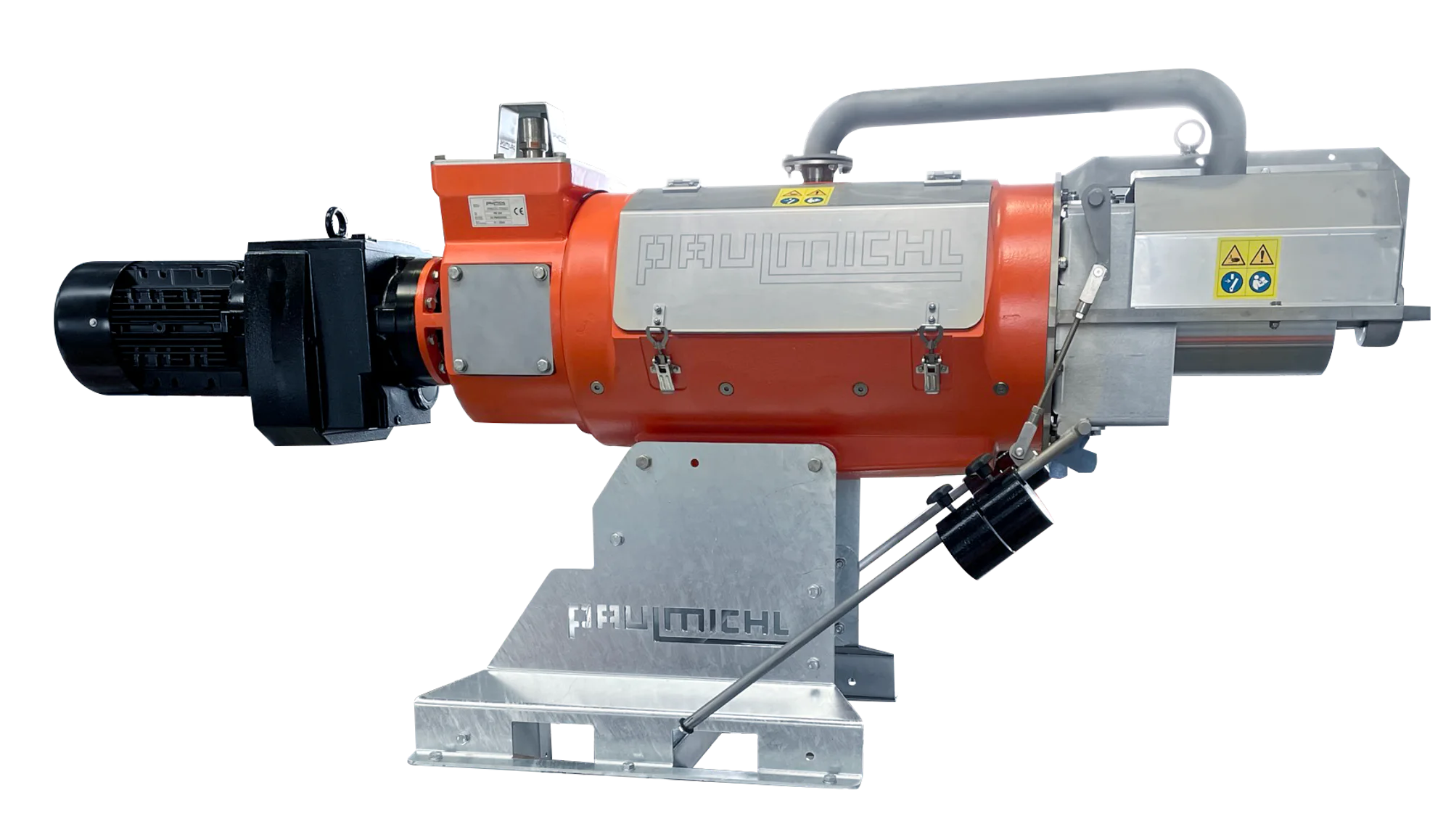
Separator PM300

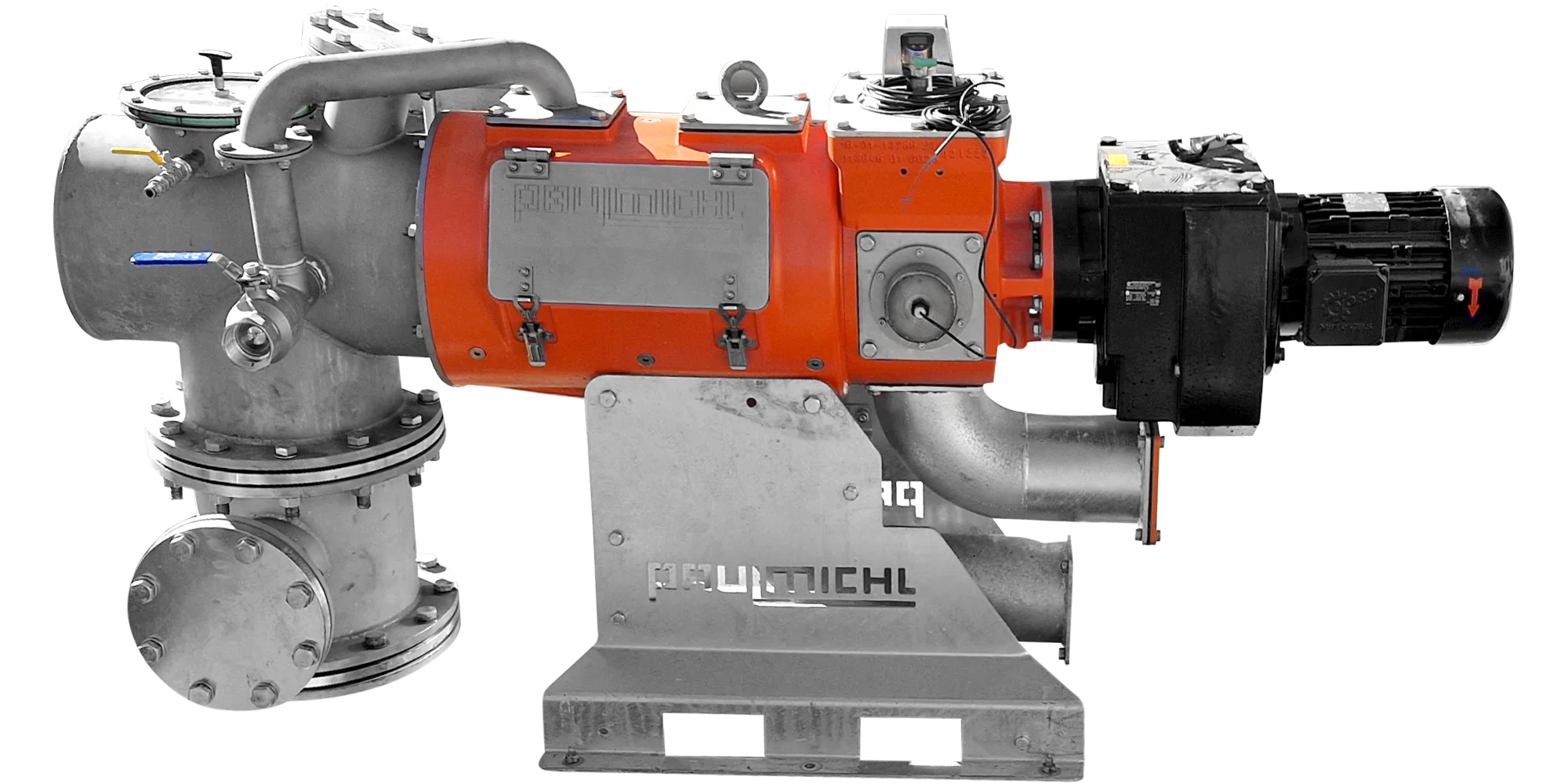
Separator PM300-X
Separator DSR
Why Use a Slurry Separator?
By combining precision engineering with proven reliability, we help biogas plants achieve sustainability and profitability.
- Clear separation into solid and liquid phases enables better utilization of both streams
- Thin fraction (liquid) is rich in fast-acting nitrogen, ideal for fertilization
- Solid fraction can be used as bedding, soil conditioner, or input to digestion
- Reduced storage & transport cost — lower volume, higher nutrient density
- Less mixing cost & energy demand — when thick slurry is reduced, agitators in fermenters need less power
| Model | Best For | Max Capacity | Highlights |
|---|---|---|---|
| PM 200 | Small to medium farms | 18 m³/h | Compact, mobile or stationary |
| PM 260 | Medium to large units | 35 m³/h | Balanced throughput and flexibility |
| PM 300 | Large farms & contractors | 65 m³/h | Robust, high-capacity separator |
| PM 300-X | Industrial scale plants | 90 m³/h | Extreme throughput, heavy duty |
| DSR | Biogas recirculation | — | Direct substrate recirculation (wall/ceiling mount) |
These separators can raise dry matter (DM) content of the solid fraction up to around 32 %, greatly upgrading the value of the output solids.
Pumping & Filtration Technologies
To complement separation, the Paulmichl suite includes:
- Submersible motor pumps
- Rotary lobe pumps
- Progressing cavity pumps
- Submersible cutter pumps
- Central pumping stations
- Pipeline & heat exchanger components
- Mobile drum filling stations
These pumping systems are capable of handling a wide range of viscosities and slurry types, making them suitable for both the thin and thick phases in biogas operations.
Benefits (What Your Plant Gains)
- Better nutrient management & fertilization — the liquid fraction is more readily absorbed by soils, fewer issues with feed contamination.
- More efficient use of solids — the separated solid stream retains nitrogen, phosphorus, and potassium, and can be used as fertilizer or soil amendment.
- Lower operating & spreading costs — less volume to transport, more efficient spreading, reduced storage needs.
- Reduced energy consumption — thinner slurry means less strain on agitators and mixing equipment.
- Cleaner and more manageable operations — less odor, better flow, easier handling.
Why Choose SRE + Paulmichl?

- Trusted Technology Partner – proven European solutions with local adaptation.
- Expert Guidance – model selection based on substrate type and plant throughput.
- Local Support – service, spares, and maintenance through SRE’s Indian network
- Future-Ready – scalable equipment for expanding plant capacities.